
Установка для внутренней наплавки тел вращения




Описание
Оборудование данного типа используется для наплавки внутренней поверхности труб. Установка имеет два исполнения под различные процессы: наплавка сплошной или порошковой проволокой в среде защитных газов и наплавка неплавящимся электродом с подачей присадочной холодной или горячей проволокой в защитном газе (аргонодуговая наплавка).
Оборудование выпускается в двух вариантах: для наплавки изделий длиной до 3 м за один проход и наплавки труб длиной до 2,6 м с переворотом.
Оборудование широко применяют для ремонтной наплавки гидравлических цилиндров шахтных крепей, нанесения защитных (плакирующих) слоев из высоколегированной стали на внутреннюю поверхность труб из углеродистой стали.


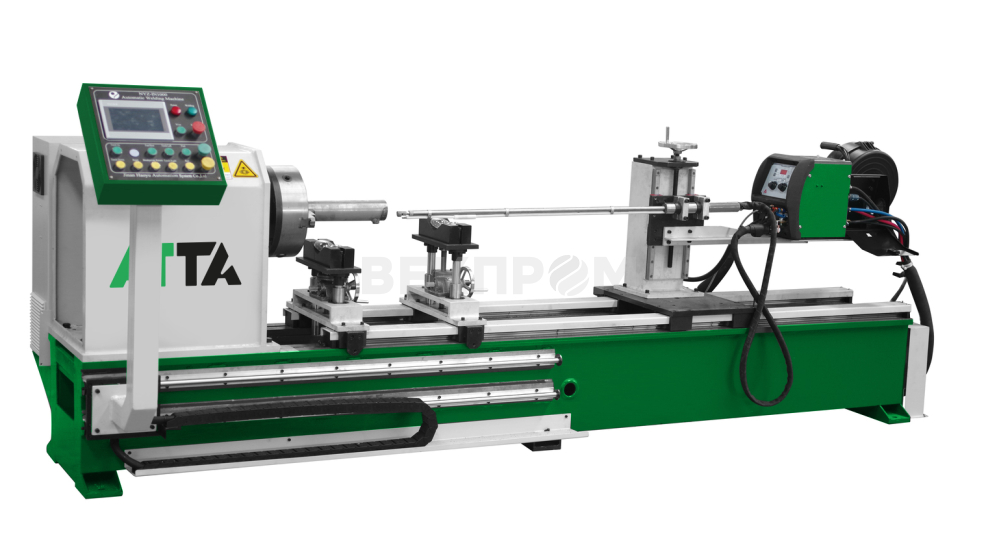
Станина состоит из толстой конструкционной стали и профильных труб, напряжение устраняется термической обработкой после сварки. На станине на фрезерованной поверхности установлена шпиндельная бабка, регулируемый по высоте суппорт для поддержки трубы, стойка со стрелой на конце которой закреплена сварочная горелка, и отдельно площадка под сварочный источник и механизм подачи проволоки. Стойка перемещается по направляющим в продольном и поперечном направлении. На стреле имеется система роликов и серводвигателей, которая обеспечивает ее горизонтальное и вертикальное перемещение со сварочной горелкой. Высокий крутящий момент автоматического торможения бесщеточных двигателей позволяет выполнять перемещения стрелы с очень высокой точностью.
Для повышения производительности наплавки установка может оснащаться системой продольных колебаний стрелы и механизмом, обеспечивающим многопроходность наплавки.



Механизм крепления с Серводвигатель перемещения консоли Поддерживающие опоры
вертикальным
перемещением консоли
Регулировка скорости вращения наплавляемой трубы осуществляется путем регулировки скорости двигателя переменного тока через инвертор.

Установка работает под управлением промышленного программируемого контроллера OMRON (Япония) с сенсорной панелью WEINVIEW MT-6070i с русифицированным интерфейсом. Контроллер позволяет осуществить полное программирование наплавочного процесса - длину шва, время возбуждения дуги, сварочный ток и напряжение, скорость сварки, частоту колебаний сварочной горелки, амплитуду колебаний, время колебаний и др. С контроллера задаются параметры работы сварочного источника. Установка оснащена системой жидкостного охлаждения. В памяти можно хранить до 80 программ сварки и вызывать их по отдельности. Возможна также установка охлаждения (путем орошения) наплавляемой детали.

Для наплавки TIG труб малого диаметра используется специальная наплавочная горелка .
Установка может изготавливаться для наплавки плавящимся электродом (сплошная или порошковая проволока) в газовой среде и наплавка неплавящимся электродом с подачей присадочной холодной или горячей проволокой в защитном газе (аргонодуговая наплавка).
Представленные технические характеристики дорабатываются под конкретное техническое задание заказчика.
Наши технические специалисты готовы подготовить технико-коммерческое предложение по Вашему ТЗ.
Характеристики
Производитель |
ATTA |
Напряжение, В |
380 |
Частота, Гц |
50 |
Угол регулировки горелки, ° |
25-60 |
Макс. ход, мм |
2200 |
Сварочный ток при ПВ 100%, А |
50 |
Макс. скорость вращения, об/мин |
2 |
Диаметр зажимаемого изделия, мм |
80-400 |
Вертикальная регулировка положения горелки, мм |
0-100 |
Поворот сверлильного узла, ° |
0 |
Номинальная мощность серводвигателя, кВт |
0.75 |
Диаметр свариваемого изделия, мм |
500-2600 |
Напряжение сварки, В |
15-36 |
Диаметр сварочной проволоки, мм |
1.2-1.6 |
Напряжение подключения источников сварки, В |
3ф,380В,50 Гц |